
在現代健康產業中,膠囊營養補充品已成為人們日常生活的重要部分。無論是維生素、礦物質或草本萃取物,膠囊都因其方便、用量精準、易於儲存等優點而受到青睞。那麼,膠囊補充劑是如何生產的呢?本文將全面分析膠囊補充劑的生產過程。 膠囊補充劑, 從原料選擇、生產技術到品質控制和法規要求。.
原料選擇與配方設計
活性成分的選擇與標準
有效成分包括維生素、礦物質(如 Mg2+、Zn2+ 及 草藥萃取 (如姜黃素、人參皂苷)。.
甄選標準:
- 高純度: 核心活性物質的純度必須大於 99%($>99\%$),以確保準確的劑量和穩定的療效。.
- 採購認證: 必須優先考慮可追蹤和經認證的原料,例如有機認證或非基因改造認證的原料。這些認證可確保產品的安全性、永續性和環保合規性。.
- 標準化萃取物: 對於草藥原料,應選擇標準化萃取物 (Standardized Extracts),以確保每批產品的活性標示化合物含量一致。.
輔料(助劑)的選擇
輔料用於定型、確保生產順利進行,以及提高生物利用度。.
| 材料類型 | 常見範例 | 主要功能 | 比較 |
| 填料 | 微晶纖維素 (MCC)、乳糖 | 增加片劑/膠囊的容量,以準確地填充。. | MCC 是天然的惰性材料,具有極佳的流動性。. |
| 潤滑劑 | 硬脂酸鎂 | 減少粉末與機器之間的摩擦,提高生產效率。. | 廣泛使用,但高劑量會影響崩解時間。. |
| 膠囊外殼 | 明膠 | 動物來源、成本低、穩定性佳。. | 不適合素食者;倫理考量。. |
| HPMC 素殼 | 植物性來源,適合素食者及有宗教限制者。. | 成本略高;對濕氣較為敏感。. |
配方開發與測試
劑量計算: 根據臨床研究和建議膳食攝取量 (RDA) 或可容忍攝取量上限 (UL),精確地確定活性成分的含量。.
相容性評估: 評估配方中所有原料 (活性物與輔料) 的潛在化學反應或物理交互作用,以防止活性成分降解。.
穩定性測試:
- 加速老化測試: 成品會在極端條件下(如高溫 40℃、高濕度 75% RH),在短時間內預測保質期。這可確保在整個儲存期間,功效至少維持在標籤聲稱的 90% 以上。.
永續性與清潔標籤趨勢
現代配方強調永續性與 「乾淨標籤」:
- 使用植物性成份: 最大限度地使用植物萃取物和植物蛋白,取代動物源性成分。.
- 減少對動物膠原蛋白的依賴: 轉向使用可促進內在膠原蛋白製造的成份 (例如:維他命 C、生物素) 或純素替代品,以滿足素食和道德消費者的需求。.
膠囊補充劑製造流程
膠囊的製造過程包括將粉末或顆粒填入預先成型的外殼,並嚴格遵守 GMP(優良藥品製造規範)標準。.
🏅原料製備與前處理
- 稱重: 所有有效成分和輔料均根據批次配方精確稱量。.
- 研磨和篩選: 材料研磨至所需的細度,並通過篩網去除塊狀和雜質,從而確保均勻的粒度分佈。.
混合
- 乾式混合: 所有經過稱量和處理的粉末原料都會在專用的混合器(如 V 型混合器、三維混合器)中均勻混合。達到均勻性對於確保每顆膠囊的劑量精確一致至關重要。.
- 潤滑劑添加: 潤滑劑 (例如硬脂酸鎂) 會在最後的混合階段加入,以增強粉末的流動性,這對於有效率的填充非常重要。.
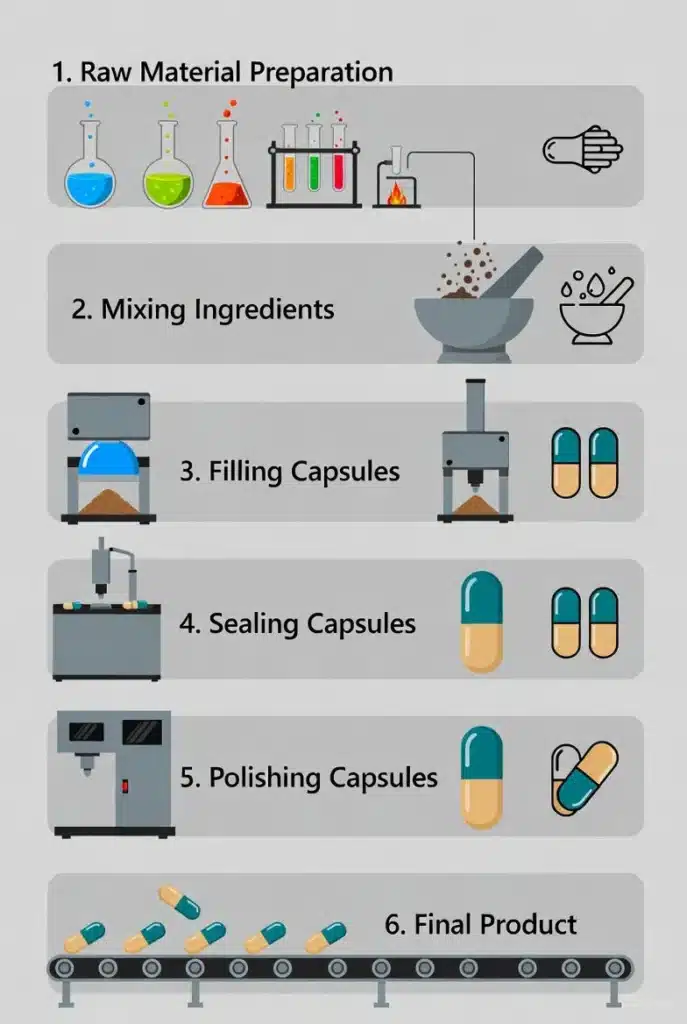
封裝
- 膠囊殼分離: 自動或半自動膠囊充填機可打開並分開預先成型的膠囊外殼。.
- 粉末填充: 然後將均勻混合的粉末填入膠囊外殼的下部殼體(或容器)中。.
- 關閉和鎖定: 膠囊的上半部 (蓋子) 與下半部重新接合並緊緊鎖住,以確保內容物的密封性並防止洩漏。.
✨拋光與檢查
- 拋光: 膠囊拋光機用來擦去膠囊表面殘留的粉末,使表面光滑整潔。.
- 重量檢查: 隨機抽樣檢查膠囊重量變化,以驗證灌裝劑量的一致性和準確性。.
- 金屬檢測: 為了確保消費者的安全,我們會篩檢最終產品是否含有任何潛在的金屬雜質。.
📦後期處理
- 主要包裝: 完成的膠囊會包裝到直接容納產品的容器中 (例如瓶子、泡罩包裝)。.
- 二次包裝: 這包括將主要包裝放入紙箱、貼上最終標籤,以及裝箱以便出貨。.
- 成品測試與發佈: 進行最終的品質控制檢查,包括物理化學和微生物學測試。只有在確認完全符合所有品質規格後,該批產品才會放行分銷。.
設備和設施要求
高品質的營養補充品製造有賴於符合良好生產規範 (GMP) 指南的先進設備和設施佈局。.
I.核心生產設備清單
下表概述了膠囊或片劑生產線所需的基本設備,著重於功能和成本範圍。.
| 設備名稱 | 核心功能 | 價格範圍(人民幣) |
| 攪拌器(例如 V 型、3D 攪拌器) | 確保原料粉末均勻混合 | ¥ 20k - 150k |
| 膠囊充填機或高速壓片機 | 劑型成型(填充粉末或壓片) | ¥ 100k - 500k |
| 乾燥設備(如流化床乾燥機) | 快速、均勻地乾燥濕顆粒(用於濕造粒) | ¥ 80k - 300k |
| 自動包裝機 (瓶裝/泡殼) | 最終產品包裝,確保密封完整性 | ¥ 100k - 400k |
| 品質檢測儀器 (例如 X 光掃描器) | 檢查產品重量、硬度,並檢測金屬或污染物 | ¥ 150k - 800k |
II.設施佈局與環境控制
設施必須根據工作流程進行科學分區,並嚴格控制環境參數,防止交叉污染。.
- 無塵室分區:
- 原料區: 用於接收、檢查和儲存材料的專用區域。.
- 生產區(清潔區): 必須維持高潔淨度等級 (例如 D 級或 C 級) 的核心製造區。.
- 包裝區域: 指定用於成品的最終密封、裝箱和標籤的區域。.
- 空氣過濾系統: 必須採用高效率的 HEPA 過濾器(高效率微粒空氣過濾器)系統,以確保生產區的空氣潔淨度,控制微粒和微生物污染。.
III.規模選擇和投資估算
- 刻度選項:
- 實驗室等級: 使用手動或半自動設備,適合小批量配方測試與研發。.
- 工業等級: 採用全自動化生產線,投資額通常超過 50 萬至 200 萬元人民幣,以高產能和低單位成本為目標。.
- 成本估算:
- 小型生產線(包括基本設備和簡單的無塵室設置)的起始資本約為 10 萬至 50 萬人民幣。.
- 在合理的運作下,小型生產線的投資回報 (ROI) 期一般為 1 到 2 年。.
品質控制與法規遵循
嚴格的品質控制 (QC) 和全面遵守法規是任何保健品品牌的信譽和市場生存能力的基礎。.
I.端對端品質控制 (QC)
品質控制必須融入生產的每個階段,以確保產品的安全性和有效性。.
- 製程中監控 (IPM):
- 重量和劑量: 即時監控膠囊或片劑的平均重量和重量變化,保證劑量準確性。.
- 分解時間: 抽樣測試藥片或膠囊在特定液體中崩解所需的時間。通常要求少於 30 分鐘,以確保有效成分的釋放。.
- 批次釋放測試:
- 微生物限度: $E.coli$、霉菌和酵母的測試,以確保產品不受微生物污染。.
- 重金屬: 測試鉛 (Pb)、砷 (As)、鎘 (Cd) 及汞 (Hg)。含量必須遠低於國家安全限值。.
- 溶解率: 確保有效成分在人體消化系統中以預期的速度和程度溶解,以便適當吸收。.

- 製程中監控 (IPM):
- 重量和劑量: 即時監控膠囊或片劑的平均重量和重量變化,保證劑量準確性。.
- 分解時間: 抽樣測試藥片或膠囊在特定液體中崩解所需的時間。通常要求少於 30 分鐘,以確保有效成分的釋放。.
- 批次釋放測試:
- 微生物限度: $E.coli$、霉菌和酵母的測試,以確保產品不受微生物污染。.
- 重金屬: 測試鉛 (Pb)、砷 (As)、鎘 (Cd) 及汞 (Hg)。含量必須遠低於國家安全限值。.
- 溶解率: 確保有效成分在人體消化系統中以預期的速度和程度溶解,以便適當吸收。.
II.法規架構和標籤要求
品牌必須在全球主要市場的法規框架內運作。.
- 中文法規: 嚴格遵守中國保健食品生產質量管理規範 (GMP),該規範對製造、測試和記錄提出了具體要求。.
- 國際標準: 符合國際市場要求,例如美國 FDA(食品藥物管理局)的 cGMP 標準和歐盟的 REACH 法規(化學品註冊、評估、授權和限制)。.
- 標籤要求: 標籤資訊必須真實且準確,包括
- 成分清單和精確劑量。.
- 過敏原警告(如麩質、大豆、堅果)。.
- 針對不適合人群的健康聲稱和警告。.
III.常見風險與對策
| 風險問題 | 根本原因 | 解決方案/對策 |
| 微生物污染 | 原料攜帶、無塵室空氣品質不佳 | 定期對生產環境進行紫外光消毒;嚴格的員工衛生規範。. |
| 穩定性失效 | 活性成分會因潮濕、光線或熱力而降解 | 使用高阻隔包裝材料(如鋁泡罩包裝)、真空或氮氣沖洗包裝;控制溫度/濕度儲存。. |
| 異物污染 | 設備磨損、外部污染物 | 使用 X 射線/金屬偵測器進行線上掃描;定期進行設備維護與校正。. |
案例研究課: 日本小林製藥紅麴事件突顯出,即使是天然成分,如果生產或儲存不當,也可能產生有害的代謝物 (例如不慎引入的枸櫞素),導致廣泛的健康問題和產品回收。企業必須加強對 原料 供應鏈和中間產品。.
IV.認證途徑與品牌信任
認證是獲得市場認可和消費者信賴的高效方法。.
- 基礎管理認證: 取得 ISO 22000 (食品安全管理系統) 認證可建立系統化的風險管理架構。.
- Premium Trust 認證: 追求有機認證、Kosher 和 Halal 認證,以區分產品,大幅提升品牌信任度,並提高國際競爭力。.
挑戰、創新與未來展望
I.主要挑戰
該產業當前面臨幾個障礙:
- 原材料波動: 供應鏈中斷 以及地緣政治的不穩定性,往往會導致核心成分的價格和供應無法預測。.
- 環境壓力: 消費者需求與法規日益增加 塑膠替代品 授權向可持續包裝解決方案轉移。.
- 個人化生產: 需要擴大以下方面的能力 按需定制的補充品 以符合個別基因或飲食需求。.
II.創新驅動力
技術和科學正在推動關鍵創新:
- AI 最佳化配方: 利用人工智慧 (AI) 快速分析資料並優化成份比例,以提高功效和穩定性。.
- 奈米技術: 採用奈米膠囊技術保護敏感的活性化合物,並大幅提升其吸收率和生物利用率。.
- 可持續材料: 開發先進的環保型輔料和包裝,例如以藻酸鹽為基礎的膠囊外殼,以取代傳統的明膠或 HPMC。.
III.未來展望
- 2025 年後的市場格局: 智慧工廠將逐漸成為市場的主流,其特點是完全自動化和即時 QC 監控。.
- 電子商務 OEM 領導地位: 電子商務原始設備製造 (OEM) 模式將成為快速推出產品和擴大供應的主要途徑,滿足全球直接面向消費者的需求。.
總結
本專案勾勒出健康補充品領域成功所必須的穩健基礎。我們定義了對優質原料採購、符合 GMP 的設施設計和全面品質控制的嚴格要求。生產符合規範的高品質膠囊不僅是製造步驟,更是健康產業信賴與成長的基石。我們現在已準備好從規劃走向執行。.
在掌握了生產流程的細節之後,下一步就是將其放在更廣泛的商業和法規背景中。我們建議您閱讀我們的 提供從概念到上市的全面指導。.


