はじめに
“「技術的なレベルでは、ゼラチンはどのようにして作られるのかという答えは、コラーゲンの制御された部分加水分解にある。高度なプロセスでは、牛皮や豚皮などの結合組織は、繊維構造を不安定にするために、特定の酸またはアルカリ性の前処理を受ける。この重要な工程に続いて、多段階の温水抽出、イオン交換精製、真空乾燥が行われ、天然の不溶性コラーゲンが、現代のソフトジェルや機能性グミの骨格を形成する、可溶性の高純度タンパク質パウダーに効果的に変換されます。”
原材料の調達
一滴の水を加熱する前に、ゼラチンの品質はすでにその供給源によって決定される。ゼラチンは合成されたものではなく、抽出されたものである。したがって、サプライ・チェーンの完全性が最も重要である。この業界は、コラーゲン原料の3つの主要な柱に依存しており、それぞれが最終的な用途に対して明確な特徴を提供している:
- 豚皮(ポーク): 歴史的に最も一般的な食品用原料。通常、酸処理(タイプA)を経て、優れた透明度と高いブルーム強度を持つゼラチンが製造される。.
- 牛の皮と骨(牛肉): 医薬用ハードカプセルに最適です。牛骨は、抽出前に「オッセイン」(脱灰骨)に加工される。この原料は一般的にアルカリ処理(タイプB)を受けます。.
- 海洋資源(魚の皮と鱗): クリーン・ラベル」のトレンドと特定の食嗜好(ペスカタリアン)により急成長しているセグメントで、低融点と独特の粘度プロファイルで知られている。.
専門家の洞察トレーサビリティと安全性
サプリメント原料の専門家にとって、原料調達は安全性と同義である。ゼラチン業界は、製薬業界に匹敵する厳しい規制の下で運営されている。.
- 食用に適する: すべての原材料は、獣医師による検査を受け、食用として許可された動物に由来するものでなければならないというのは、譲れない基準である。.
- BSE対策: 特に牛由来については、牛海綿状脳症(BSE)の管理が極めて重要である。プレミアム・ゼラチン・メーカーは、OIE(世界動物衛生機関)によって「無視できるBSEリスク」と分類された国々から厳密に調達し、農場からカプセルまでのサプライ・チェーンの絶対的な安全性を確保している。.
認証のゲートキーパーコーシャ&ハラール
調達の決定は化学的な問題だけであることは稀で、市場アクセスに関わることが多い。文化的・宗教的認証コーシャ・ハラル-は原料選択の決定的な要因である。.
- 豚ゼラチンは機能的には優れているが、こうした巨大な世界市場からは排除されている。.
- この基準を満たすために、メーカーは厳格な宗教的監督の下で加工された牛や海産物を使用しなければならない。これは、単に 何 原料は買うが どのように 屠殺場から回収され、分別される。.
前処置:重要な分割
原料が届くと、製造工程は重要な分かれ道を迎える。コラーゲンはもともと丈夫で、三重らせん構造は動物の組織を支えるために設計された強力な架橋によってつなぎ合わされている。温水でゼラチンを抽出する前に、まずこの結合を「解除」しなければならない。.
と呼ばれるこの段階は 前処理 または コンディショニング, これは、最終的なゼラチンの遺伝子構成を決定し、2つの異なるファミリーに分類される: タイプA または タイプB.

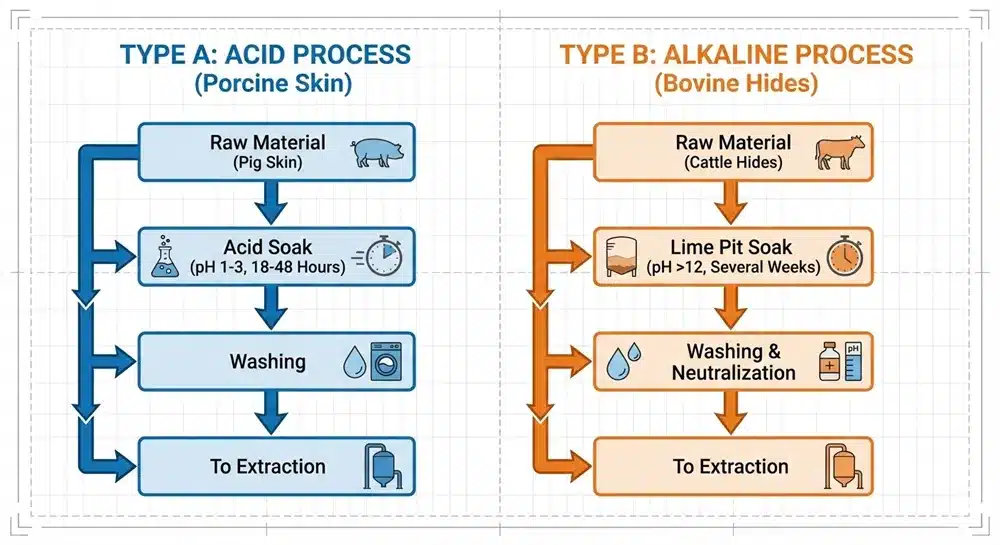
タイプAゼラチン:酸処理
- ターゲット 主な用途 豚皮.
- そのプロセス 豚の皮膚にはコラーゲンが含まれているが、牛の皮膚よりも架橋度が低く、構造的に「若い」。そのため、よりマイルドで迅速な処理が必要となる。皮は希薄な酸溶液(通常は硫酸か塩酸)に浸される。.
- ファスト・トラック」: このプロセスは積極的だが効率的である。数時間から数日で、コラーゲン構造を効果的に開きます(通常 18時間から48時間).
- 化学プロファイル: 酸処理は短時間であるため、タンパク質の側鎖への化学的修飾は最小限である。その結果、A型ゼラチンは、高い耐熱性を維持する。 pH7.0~9.0の等電点(pI), 天然のコラーゲンに似ている。加工時にアンモニアはほとんど発生しない。.
B型ゼラチン:アルカリ/石灰法
- ターゲット 主な用途 牛の皮と骨 (オセイン)。.
- そのプロセス 牛のコラーゲンは高度に架橋された複雑な構造をしている。この強靭な構造に浸透するには酸では不十分だ。その代わり、石灰スラリー(水酸化カルシウム)やアルカリ溶液に浸す。.
- ディープクリーン」: これは “石灰化 ”として知られる、ゆっくりと変化するプロセスである。忍耐が必要で、その期間は 数週間から数ヶ月. .この長時間の暴露は、コラーゲンの結合を破壊するだけでなく、非コラーゲンタンパク質、脂肪、その他の不純物を徹底的に除去する。.
- 化学プロファイル: 長時間のアルカリ処理により、グルタミンとアスパラギンのアミノ酸がグルタミン酸とアスパラギン酸に変換される。この化学シフト(脱アミド化)により、分子の電荷が劇的に変化し、その結果、グルタミンの電荷が大幅に低下する。 等電点(pI) pH 4.7 - 5.2.
なぜこの違いが重要なのか?
サプリメント製剤メーカーにとって、A型かB型かを知ることは単なる雑学ではなく、化学的なことなのだ。.
- タイプA は、透明度が高く、酸性環境でのスピードが速いため、しばしば好まれる。.
- タイプB は、その堅牢な安定性により、医薬用ハードカプセルの標準となっている。.
- 警告だ: A型ゼラチンとB型ゼラチンを、pHを調整せずに液中で混合すると、中性pHでは反対の電荷を帯びているため、相互作用が起こり、沈殿(凝集)することがある。.
抽出:多段階アプローチ
前処理によってコラーゲンの構造が「開いた」ので、材料は抽出の準備が整った。しかし、ボーンブロスを作るという台所の論理に反して、工業的なゼラチン抽出は単純な「鍋ひとつ」の煮沸工程ではない。ゼラチンを特定の品質層で採取するために考案された、精密な分別抽出法なのである。.
を採用している。 多段階抽出プロセス 厳密に管理された温水を使用します。これによって熱劣化を防ぎ、コラーゲンを最高の状態で取り込むことができるのです。.
温度ラダー
抽出は一連の工程で行われ、通常は3~6段階、新しいバッチごとに温度が段階的に上昇する。.
- 最初のエキス(プレミアム・カット):
- 温度だ: 穏やかにコントロール 50-60°C.
- 結果: この段階で最高品質のゼラチンが得られる。熱ストレスが最小限に抑えられるため、タンパク質鎖は長く無傷のまま保たれる。その結果 最高ブルーム強度 (多くの場合250ブルーム以上)、最も明るい色、最も高い透明度。これはゼラチンの世界における「エキストラ・バージン・オリーブオイル」に相当する。.
- その後の抽出(グラデーション):
- 温度だ: その後の抽出のたびに、水温を上げる(例えば、70℃、次に80℃)。.
- 結果: 熱の増加に伴い、加水分解はより激しくなる。タンパク質鎖はより短い長さに切断される。その結果 ブルーム強度が低下 そして、段階を経るごとに色が濃くなっていく。.
- 最後の抜粋:
- 温度だ: 沸点近く(~100℃)に達する。.
- 結果: これにより、最も低いブルーム・ゼラチン(低粘度)が得られ、ゲル化力がそれほど重要でない特定の菓子用途や技術用途によく使用される。.

専門家の洞察ソフトジェルのブレンド技術
と尋ねるかもしれない: “「最初のエキスがベストなら、なぜすべてにそれを使わないのか?”
その答えは 官能性. .ソフトジェル(ソフトゼラチンカプセル)の世界では、「ベスト」は強さだけでなく、バランスによって定義される。.
- 機械的強度と溶解: ソフトジェルの殻は、オイルを保持し、輸送に耐えるだけの強さ(機械的強度)を持つために、高ブルームゼラチンを必要とする。しかし、ブルームが も 殻が硬すぎたりもろくなったりして、胃の中で薬が放出されるのが遅れる可能性がある。.
- 解決策: メーカーが単一のエキスを使用することはほとんどありません。その代わりに、ハイブルーム(ファーストエクストラクト)とミディアムブルームのフラクションをブレンドしています。このブレンドにより、サプライチェーンに耐えうる強靭さと、摂取時に速やかに溶ける溶解性を併せ持つシェルが生まれます。.
精製と精製:粗抽出物から医薬品グレードまで
抽出タンクから引き出された液体はゼラチンだが、完成品にはほど遠い。この段階では、懸濁した脂肪、タンパク質、無機塩を含む希薄な溶液(濃度約3-4%)である。この “スープ ”を医薬品グレードの賦形剤に変えるには、工場全体で最も厳しい処理のしきい値を越えなければならない。.
このステージは 分水嶺 これは、高品質の医薬・食品用ゼラチンと低級な工業用ゼラチンを区別するものである。.
1.ろ過と清澄化
まず、液体は高効率セパレーターと珪藻土フィルターを通過する。.
- ゴール 懸濁物質と残留油脂を物理的に除去する。.
- 結果 濁った液体が透明になる。ハイエンドの用途では、透明度は単なる美観ではなく、純度の指標となる。.
2.イオン交換:ゲームチェンジャー
これは間違いなく、化学物質の純度にとって最も重要なステップである。濾過された液体は、次のようなプロセスで樹脂カラムを流れる。 脱イオン.
- アッシュ」の削除 この工程は、無機塩(カルシウム、ナトリウム、マグネシウム)と重金属を取り除くもので、専門的には「還元」と呼ばれる。 “アッシュ・コンテント”
- なぜそれが重要なのか: について ソフトジェル製造業者, これは譲れない。高い塩分(高い導電性)は、ソフトジェルの殻の可塑剤や中の有効成分と相互作用し、架橋(殻の硬化)や安定性の問題につながる可能性があります。.
3.真空濃縮
精製された液体はまだほとんどが水分である。ゼラチンを死ぬほど煮ることなくこの水分を取り除くには、次のようにする。 真空蒸発器.
- 物理学の仕事 真空状態にすることで、水の沸点を下げます。これにより、比較的低温で水分を蒸発させることができ、タンパク質鎖を熱分解させることなく、液体を4%の溶液から蜂蜜のようなシロップ(濃度約30%)に濃縮することができる。.
4.UHT殺菌
乾燥させる前に、安全性を閉じ込める。濃縮されたシロップは 超高温(UHT)滅菌.
- ショック療法 ゼラチンはおよそ140℃で4~5秒間加熱される。.
- メリット: この熱衝撃はバクテリアや胞子を瞬時に死滅させるが、ゼラチンのブルーム強度を損なうには短すぎる。これにより、最終的なパウダーが厳格な微生物基準(USP/EP基準など)を満たすことが保証される。.
成形と乾燥:最終変形
私たちは今、精製され、無菌で濃縮されたゼラチン・シロップを手に入れた。しかし、顧客はシロップを買うのではなく、安定した粉末や顆粒を買うのです。旅の最終段階は、水分管理と粒子工学に焦点を当てる。.
1.チリング&エクストルージョン“麺”
高温の濃縮シロップは、表面を擦った熱交換器(しばしばこう呼ばれる)に入る。 投票者).ここで急速に冷却し、固体のゲル状態にする。.
- ザ・シェイプ ゲルはダイプレートを通して押し出され、驚くほど似ている長い連続したストリップを形成する。 スパゲッティ・ヌードル.
- なぜ麺なのか? これは美観のためではない。麺」を作ることで表面積を最大化し、乾燥過程で効率的で均一な空気の流れを可能にするのだ。.
2.バンド乾燥:トンネル
これらのゲル麺は、巨大な乾燥トンネルを通るステンレススチール製の金網ベルトに敷かれる。.
- ゾーンドライ: トンネルはゾーンに分かれており、温度と湿度が正確にコントロールされている。空気は を通して メッシュとゼラチンベッド.
- ゴール 含水率を約70%から安定した状態まで緩やかに下げる。 10-12%. .乾燥が早すぎると、表面は硬くなり、内部は湿ったままになる(ケースハードニング)。微妙なバランスだ。.
3.粉砕とブレンド一貫性の芸術
乾燥後の麺はもろく硬い(「フレーク」または「キブル」と呼ばれる)。その後、顧客のニーズに応じて、インスタント飲料用の微粉末や、食卓用の粗い顆粒など、特定の顆粒(メッシュサイズ)に粉砕されます。.
- 重要なステップブレンド
- 専門家の見解: 自然は変化しやすい。つまり、2つとして同じ皮や骨のバッチはない。 まさに 同じブルームまたは粘度。.
- 解決策: 私たちは “バッチA ”や “バッチB ”を販売しない。マスターバッチ」を作るのだ。巨大なサイロの中で、何トンもの異なる抽出のゼラチンをブレンドすることで、製品を均質化します。これにより、あなたが今日購入したゼラチンは、あなたが6ヶ月前に購入したゼラチンとまったく同じ性能を発揮するのです。.
スペックを理解するCOAを読み解く
調達マネージャーや研究開発科学者にとって、分析証明書(COA)は製品のパスポートである。しかし、真に品質を判断するためには、数字だけでなく、その数字が表す物理的現実を理解しなければならない。ここでは、ゼラチン仕様書の最も重要な3つのセクションの読み方を紹介する。.
1.ブルームの強さ剛性のゴールドスタンダード
ブルームは単なる恣意的な数値ではなく、ゲルの硬さを標準化した測定値である。.
- テスト方法: ブルームの定義は非常に具体的である。A 6.67% ゼラチン溶液を調製し、次の温度で冷やす。 10℃、17時間. .その後、標準化されたプランジャー(直径12.7mm)がゲル表面に押し込まれる。.
- 定義: ブルーム値」とは、プランジャーを正確に押し下げるのに必要なグラム単位の重さのことです。 4mm をゲルの中に入れる。.
- ハイ・ブルーム(200-300g): より硬く、より速くセットできる。ハードカプセルやバリスティックゼラチンに最適。.
- ロー/ミディアム・ブルーム(100~200g): よりソフトで弾力性がある。グミやお菓子に最適。.

2.粘度:流動係数
一方、ブルームは 堅実 を測定する。 液体 60℃での状態挙動(通常、単位はmPa・sまたはミリポイズ)。.
- なぜそれが重要なのか: これは生産効率の指標である。.
- 高すぎる: ゼラチンは “筋状 ”になり、汲み上げにくくなり、ソフトカプセル化における “テーリング ”の問題や不均一なコーティングにつながる。.
- 低すぎる: シェルが薄すぎたり、固まる前に漏れやすいかもしれない。.
- 専門家の注釈 通常、粘度とブルームは相関関係にある(ブルームが高い≒粘度が高い)が、処理技術(酸対アルカリ)の違いにより、特定の機械のニーズに合わせて両者を切り離すことができる。.
3.微生物学的基準:セーフティネット
ゼラチンは動物由来のタンパク質であるため、微生物管理が最優先される。清潔」であるだけでは不十分であり、「適合」していなければならない。“
- 薬局方の遵守: プレミアム・ゼラチンは、以下の調和規格に適合していなければならない。 USP(米国薬局方)、EP(欧州薬局方)、JP(日本薬局方.
- レッドライン
- 総好気性微生物数(TAMC): 厳しく制限されている(例:1000 CFU/g未満)。.
- 病原体: ゼロ・トレランスだ。. サルモネラ菌 そして 大腸菌 は、特定のサンプルサイズ(通常10gまたは25g)で厳密に「陰性」(検出されない)でなければならない。.
結論
ゼラチンはどのようにして作られるのか」と尋ねると、その答えは、古くからの伝統と現代のバイオテクノロジーが同居する旅路を明らかにする。豚や牛の原料の慎重な選択から、酸やアルカリ加水分解という精密な分子ハサミに至るまで、すべての工程は安全で機能的かつ安定した賦形剤を製造するために設計されている。.
プラントベース “への挑戦とゼラチンの回復力
植物由来」が流行している時代である。HPMC(ヒプロメロース)、デンプン、カラギーナンなどの代替品がニッチを切り開いている一方で、ゼラチンは医薬品と栄養補助食品の世界では依然として議論の余地のない王者である。. なぜ?
- とろけるような口当たり」: ゼラチンは体温(~37℃)で溶ける。このユニークな熱可逆性は、植物ガムが完璧に模倣するのに苦労するような感覚的体験と薬物放出プロフィールを生み出す。.
- 酸素の壁: オメガ3やプロバイオティクスのようなデリケートな成分には、ゼラチンが酸化に対する優れた保護を提供し、保存期間を自然に延長する。.
- 経済学: 現在でも、最もコストパフォーマンスに優れた高性能フィルムフォーマーである。.
最終的な考察
ゼラチンは単なる副産物ではない。 天然バイオポリマー. .業界がよりクリーンな表示とより高い透明性を目指して進化する中、このガイドに詳述されているように、調達、科学、安全性の微妙なバランスをマスターしたメーカーが、高品質の健康食品の基準を定義し続けるだろう。.


