Introducción
“A nivel técnico, la respuesta a la pregunta de cómo se fabrica la gelatina reside en la hidrólisis parcial controlada del colágeno: un sofisticado proceso en el que los tejidos conectivos -como las pieles de vacuno o porcino- se someten a un pretratamiento ácido o alcalino específico para desestabilizar sus estructuras fibrosas. A este paso crítico le sigue una secuencia de extracciones en agua caliente en varias etapas, purificación por intercambio iónico y secado al vacío, convirtiendo eficazmente el colágeno naturalmente insoluble en la proteína en polvo soluble y de gran pureza que constituye la espina dorsal de las modernas cápsulas blandas y gominolas funcionales.”
Abastecimiento de materias primas
Antes de calentar una sola gota de agua, la calidad de la gelatina ya viene determinada por su origen. La gelatina no se sintetiza; se extrae. Por lo tanto, la integridad de la cadena de suministro es primordial. La industria se basa en tres pilares principales de materias primas colágenas, cada uno de los cuales ofrece características distintas para la aplicación final:
- Piel de cerdo: Históricamente, la fuente más común para aplicaciones alimentarias. Suele someterse a un proceso ácido (tipo A) para producir gelatina de excelente claridad y alta resistencia a la floración.
- Cueros y huesos de bovino (vacuno): La elección preferida para cápsulas duras farmacéuticas. Los huesos bovinos se transforman en “oseína” (hueso desmineralizado) antes de su extracción. Esta fuente suele someterse a un procesamiento alcalino (tipo B).
- Fuentes marinas (piel y escamas de pescado): Un segmento en rápido crecimiento impulsado por las tendencias de “etiquetado limpio” y preferencias dietéticas específicas (pescatariano), conocido por un punto de fusión más bajo y perfiles de viscosidad únicos.
Perspectiva del experto: Trazabilidad y seguridad
Para un experto en ingredientes para suplementos, el abastecimiento es sinónimo de seguridad. La industria de la gelatina se rige por normas estrictas que rivalizan con las del sector farmacéutico.
- Apto para el consumo humano: Es una norma no negociable que todas las materias primas procedan de animales inspeccionados por veterinarios y autorizados para el consumo humano.
- El control de la EEB: Específicamente para las fuentes bovinas, el control de la Encefalopatía Espongiforme Bovina (EEB) es fundamental. Los fabricantes de gelatina de primera calidad se abastecen estrictamente en países clasificados como de “riesgo insignificante de EEB” por la OIE (Organización Mundial de Sanidad Animal), lo que garantiza la seguridad absoluta de la cadena de suministro desde la granja hasta la cápsula.
Los guardianes de la certificación: Kosher y Halal
Las decisiones de aprovisionamiento rara vez tienen que ver sólo con la química, sino también con el acceso al mercado. Las certificaciones culturales y religiosas...Kosher y Halal-son factores decisivos en la selección de materias primas.
- Aunque la gelatina porcina es funcionalmente excelente, está excluida de estos mercados mundiales masivos.
- Para cumplir estas normas, los fabricantes deben utilizar fuentes bovinas o marinas procesadas bajo estricta supervisión religiosa. Esto dicta no sólo qué se compra la materia prima, pero cómo se recoge y se separa directamente en el matadero.
Pretratamiento: La división crucial
Una vez que llega la materia prima, el proceso de fabricación llega a una bifurcación crítica. El colágeno es resistente por naturaleza: su estructura de triple hélice está unida por fuertes enlaces cruzados diseñados para sostener el tejido animal. Antes de poder extraer la gelatina con agua caliente, debemos “desbloquear” estos enlaces.
Esta etapa, conocida como pretratamiento o acondicionamiento, determina la composición genética de la gelatina final, clasificándola en dos familias distintas: Tipo A o Tipo B.

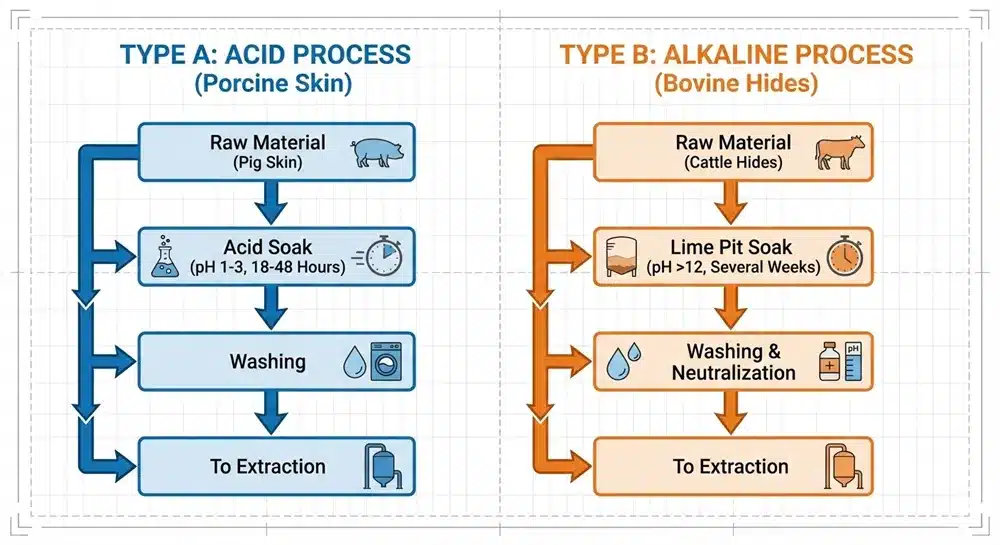
Gelatina de tipo A: el proceso ácido
- El objetivo: Utilizado principalmente para Piel de cerdo.
- El proceso: La piel de cerdo contiene colágeno menos reticulado y estructuralmente más “joven” que la de vacuno. Por lo tanto, requiere un tratamiento más suave y rápido. Las pieles se sumergen en una solución ácida diluida (normalmente ácido sulfúrico o clorhídrico).
- La “vía rápida”: Este proceso es agresivo pero eficaz. Abre eficazmente la estructura del colágeno en cuestión de horas o días (normalmente De 18 a 48 horas).
- Perfil químico: Como el tratamiento ácido es breve, provoca una modificación química mínima de las cadenas laterales de la proteína. Como resultado, la gelatina de tipo A conserva un alto Punto isoeléctrico (pI) de pH 7,0 - 9,0, similar al colágeno nativo. Casi no produce amoníaco durante el procesamiento.
Gelatina de tipo B: el proceso alcalino/calcáreo
- El objetivo: Utilizado principalmente para Cueros y huesos de vacuno (Ossein).
- El proceso: El colágeno bovino está altamente reticulado y es complejo. El ácido no es suficiente para penetrar en esta dura estructura. En su lugar, el material se sumerge en una lechada de cal (hidróxido de calcio) o en una solución alcalina.
- La “limpieza profunda”: Se trata de un proceso lento y transformador conocido como “encalado”. Requiere paciencia y puede durar entre de varias semanas a algunos meses. Esta exposición prolongada no sólo rompe los enlaces del colágeno, sino que también elimina en profundidad las proteínas no colágenas, las grasas y otras impurezas.
- Perfil químico: El largo tratamiento alcalino convierte los aminoácidos glutamina y asparagina en ácidos glutámico y aspártico. Este cambio químico (desamidación) altera drásticamente la carga eléctrica de la molécula, lo que da lugar a una carga mucho menor. Punto isoeléctrico (pI) de pH 4,7 - 5,2.
¿Por qué es importante esta distinción?
Para un formulador de suplementos, saber si se está utilizando el Tipo A o el Tipo B no es sólo trivial, es química.
- Tipo A suele preferirse por su claridad y rapidez en medios ácidos.
- Tipo B es la norma para las cápsulas duras farmacéuticas debido a su sólida estabilidad.
- Advertencia: Mezclar gelatina de tipo A y de tipo B en una solución líquida sin ajustar el pH puede hacer que interactúen y precipiten (se aglutinen) porque tienen cargas eléctricas opuestas a pH neutro.
Extracción: El enfoque multietapa
Con la estructura del colágeno ahora “abierta” por el pretratamiento, el material está listo para la extracción. Sin embargo, contrariamente a la lógica culinaria de hacer caldo de huesos, la extracción industrial de gelatina no es un simple proceso de ebullición en una sola olla. Se trata de un método de extracción preciso y fraccionado, diseñado para recolectar gelatina en niveles de calidad específicos.
Empleamos un proceso de extracción en varias etapas utilizando agua caliente estrictamente controlada. De este modo se evita la degradación térmica y se garantiza que el colágeno alcance su máximo rendimiento.
La escalera de la temperatura
La extracción se realiza en una serie de etapas, normalmente de 3 a 6, en las que la temperatura aumenta progresivamente con cada nuevo lote de agua.
- El primer extracto (The Premium Cut):
- Temperatura: Controlado a un suave 50-60°C.
- Resultado: En esta fase se obtiene la gelatina de mayor calidad. Como el estrés térmico es mínimo, las cadenas de proteínas permanecen largas e intactas. El resultado es un producto con la máxima resistencia Bloom (a menudo más de 250 Bloom), el color más claro y la mayor claridad. Es el equivalente del “aceite de oliva virgen extra” en el mundo de la gelatina.
- Extractos posteriores (El gradiente):
- Temperatura: En cada extracción posterior, se aumenta la temperatura del agua (por ejemplo, a 70°C y luego a 80°C).
- Resultado: A medida que aumenta el calor, la hidrólisis se vuelve más agresiva. Las cadenas de proteínas se cortan en longitudes más cortas. En consecuencia, la Disminuye la fuerza de la floración y el color se intensifica con cada etapa.
- El extracto final:
- Temperatura: Alcanza cerca del punto de ebullición (~100°C).
- Resultado: Así se obtiene la gelatina Bloom más baja (baja viscosidad), que suele utilizarse para aplicaciones específicas de confitería o usos técnicos en los que el poder gelificante es menos crítico.

La opinión del experto: El arte de mezclar las cápsulas blandas
Te preguntarás: “Si el primer extracto es el mejor, ¿por qué no lo usamos para todo?”.”
La respuesta está en funcionalidad. En el mundo de las cápsulas blandas (Cápsulas de gelatina blanda), lo “mejor” se define por el equilibrio, no sólo por la fuerza.
- Resistencia mecánica frente a disolución: Una cápsula de gelatina blanda necesita una gelatina de alto Bloom para ser lo suficientemente robusta como para retener el aceite y resistir el transporte (resistencia mecánica). Sin embargo, si el Bloom es demasiado alto, la cáscara podría volverse demasiado dura o quebradiza, retrasando la liberación del medicamento en el estómago.
- La solución: Los fabricantes rara vez utilizan un único extracto. En su lugar, nosotros mezclamos fracciones de floración alta (primer extracto) y media. Esta mezcla de ingeniería crea una cáscara que es lo suficientemente resistente como para sobrevivir a la cadena de suministro, pero lo suficientemente soluble como para disolverse rápidamente tras la ingestión.
Purificación y refinamiento: Del extracto crudo a la calidad farmacéutica
El líquido extraído de los tanques de extracción es gelatina, pero dista mucho de ser el producto acabado. En esta fase, es una solución diluida (con una concentración aproximada de 3-4%) que contiene grasas, proteínas y sales inorgánicas en suspensión. Para transformar esta “sopa” en un excipiente de calidad farmacéutica, debe atravesar el umbral de procesamiento más riguroso de toda la planta.
Esta etapa es la momento decisivo que distingue la gelatina farmacéutica/alimentaria de alta calidad de la de calidad industrial inferior.
1. Filtración y clarificación
En primer lugar, el líquido pasa por separadores de alta eficacia y filtros de tierra de diatomeas.
- El objetivo: Para eliminar físicamente los sólidos en suspensión y las grasas/aceites residuales.
- El resultado: El líquido turbio se vuelve transparente. Para las aplicaciones de gama alta, la claridad no es solo estética; es un indicador de pureza.
2. Intercambio iónico: El cambio de juego
Este es posiblemente el paso más crítico para la pureza química. El líquido filtrado fluye a través de columnas de resina en un proceso denominado Desionización.
- Quitando “Ceniza”: Este proceso elimina las sales inorgánicas (calcio, sodio, magnesio) y los metales pesados. “Contenido de ceniza”.”
- Por qué es importante: Para Fabricantes de cápsulas blandas, Esto no es negociable. Un alto contenido en sal (alta conductividad) puede interactuar con los plastificantes de la cubierta de la cápsula o con los principios activos del interior, provocando reticulaciones (endurecimiento de la cubierta) o problemas de estabilidad.
3. Concentración al vacío
El líquido purificado sigue siendo agua en su mayor parte. Para eliminarla sin cocer la gelatina hasta la muerte, utilizamos Evaporadores de vacío.
- La física en acción: Al crear un vacío, bajamos el punto de ebullición del agua. Esto nos permite evaporar la humedad a temperaturas relativamente bajas, espesando el líquido desde una solución de 4% hasta un jarabe similar a la miel (concentración aproximada de 30%) sin degradar térmicamente las cadenas de proteínas.
4. Esterilización UHT
Antes del secado, se bloquea la seguridad. El jarabe concentrado se somete a Esterilización a temperatura ultra alta (UHT).
- El tratamiento de choque: La gelatina se calienta a unos 140°C durante sólo 4-5 segundos.
- La ventaja: Este choque térmico mata instantáneamente las bacterias y las esporas, pero es demasiado breve para dañar la resistencia a la floración de la gelatina. Garantiza que el polvo final cumpla los estrictos límites microbianos (por ejemplo, las normas USP/EP).
Moldeado y secado: La transformación final
Ahora tenemos un jarabe de gelatina purificado, estéril y concentrado. Pero los clientes no compran jarabe; compran polvo o gránulos estables. La última etapa del viaje se centra en la gestión de la humedad y la ingeniería de partículas.
1. Enfriamiento y extrusión: Los “fideos”
El jarabe concentrado caliente entra en un intercambiador de calor de superficie rascada (a menudo denominado Votador). Aquí, se enfría rápidamente para fijarse en un estado de gel sólido.
- La forma: El gel se extruye a través de una placa perforada, formando tiras largas y continuas que se asemejan notablemente a espaguetis con fideos.
- ¿Por qué fideos? Esto no es por estética. La creación de “fideos” maximiza la superficie, lo que permite un flujo de aire eficiente y uniforme durante el proceso de secado.
2. Secado en banda: El túnel
Estos fideos de gel se colocan en cintas de malla metálica de acero inoxidable que atraviesan un enorme túnel de secado.
- Secado por zonas: El túnel está dividido en zonas con controles precisos de temperatura y humedad. El aire pasa a través de la malla y el lecho de gelatina.
- El objetivo: Para reducir suavemente el contenido de humedad desde aprox. 70% hasta un nivel estable. 10-12%. Si el secado es demasiado rápido, la superficie se endurece mientras el interior permanece húmedo (case hardening); si el secado es demasiado lento, aumentan los riesgos microbianos. Es un equilibrio delicado.
3. Moler y mezclar: El arte de la consistencia
Una vez secos, los fideos son quebradizos y duros (conocidos como “copos” o “croquetas”). A continuación, se muelen en granulaciones específicas (tamaños de malla) en función de las necesidades del cliente: polvo fino para bebidas instantáneas o gránulos más gruesos para tabletas.
- El paso crítico: Mezclar
- Perspectiva experta: La naturaleza es variable. No hay dos lotes de piel o hueso idénticos, lo que significa que no hay dos lotes de extracción que tengan exactamente el mismo Bloom o Viscosidad.
- La solución: No vendemos “Lote A” o “Lote B”. Creamos un “Lote maestro”. Mezclando toneladas de gelatina de diferentes extracciones en enormes silos, homogeneizamos el producto. Esto garantiza que la gelatina que compra hoy funciona exactamente igual que la gelatina que compró hace seis meses.
Entender las especificaciones: Descifrar el COA
Para un responsable de compras o un científico de I+D, el Certificado de Análisis (COA) es el pasaporte del producto. Pero para juzgar realmente la calidad, hay que mirar más allá de los números y comprender la realidad física que representan. He aquí cómo leer las tres secciones más críticas de una hoja de especificaciones de gelatina.
1. Fuerza Bloom: El patrón oro de la rigidez
Bloom no es sólo un número arbitrario; es una medida estandarizada de la rigidez del gel.
- El método de prueba: La definición de Bloom es muy específica. A 6.67% Se prepara una solución de gelatina y se enfría a 10°C durante 17 horas. A continuación, se presiona un émbolo normalizado (12,7 mm de diámetro) contra la superficie del gel.
- La definición: El “Valor Bloom” es el peso en gramos necesario para presionar ese émbolo exactamente 4 mm en el gel.
- Floración alta (200-300 g): Más rígida y de fraguado más rápido. Ideal para cápsulas duras y gelatina balística.
- Floración baja/media (100-200 g): Más suave y elástico. Ideal para gominolas y dulces.

2. Viscosidad: El factor de fluidez
Mientras que Bloom mide la sólido estado, la viscosidad mide la líquido a 60°C (normalmente medido en mPa-s o milipoise).
- Por qué es importante: Se trata de una métrica de eficiencia de la producción.
- Demasiado alto: La gelatina se vuelve “fibrosa” o difícil de bombear, lo que provoca problemas de “cola” en la encapsulación de cápsulas blandas o un recubrimiento desigual.
- Demasiado bajo: La cáscara podría ser demasiado fina o propensa a gotear antes de cuajar.
- Nota del experto: La viscosidad y el Bloom suelen estar correlacionados (alto Bloom ≈ alta Viscosidad), pero las diferentes técnicas de procesado (ácido frente a álcali) pueden desacoplarlos para adaptarse a las necesidades específicas de la maquinaria.
3. Normas microbiológicas: La red de seguridad
Dado que la gelatina es una proteína de origen animal, el control microbiológico es la máxima prioridad. No basta con estar “limpio”; hay que estar “conforme”.”
- Cumplimiento de la farmacopea: La gelatina premium debe cumplir las normas armonizadas de la Farmacopeas USP (Estados Unidos), EP (Europea) y JP (Japonesa).
- Las líneas rojas:
- Recuento microbiano aeróbico total (TAMC): Estrictamente limitado (por ejemplo, < 1000 UFC/g).
- Patógenos: Hay tolerancia cero. Salmonella y E. coli debe ser estrictamente “Negativo” (No Detectado) en tamaños de muestra específicos (normalmente 10g o 25g).
Conclusión
Cuando nos preguntamos “¿cómo se fabrica la gelatina?”, la respuesta revela un viaje que es tradición antigua y biotecnología moderna a partes iguales. Desde la cuidadosa selección de fuentes porcinas o bovinas hasta las precisas tijeras moleculares de la hidrólisis ácida o alcalina, cada paso se diseña para producir un excipiente seguro, funcional y consistente.
El reto “vegetal” y la resistencia de la gelatina
Vivimos en una época en la que lo “vegetal” está de moda. Aunque existen alternativas como la HPMC (hipromelosa), el almidón y la carragenina, la gelatina sigue siendo el rey indiscutible del mundo farmacéutico y nutracéutico. ¿Por qué?
- El factor “derretirse en la boca”: La gelatina se funde a la temperatura corporal (~37°C). Esta reversibilidad térmica única crea una experiencia sensorial y un perfil de liberación del fármaco que las gomas vegetales se esfuerzan por imitar a la perfección.
- La barrera del oxígeno: Para ingredientes sensibles como los Omega-3 o los probióticos, la gelatina ofrece una protección superior contra la oxidación, alargando su vida útil de forma natural.
- La economía: Sigue siendo el formador de película de alto rendimiento más rentable que existe.
Reflexión final
La gelatina no es sólo un subproducto, sino un producto muy sofisticado. biopolímero natural. A medida que la industria evoluciona hacia etiquetas más limpias y una mayor transparencia, los fabricantes que dominan el delicado equilibrio entre abastecimiento, ciencia y seguridad -como se detalla en esta guía- seguirán definiendo el estándar de los productos sanitarios de calidad.


