Introduction
“Au niveau technique, la réponse à la question de savoir comment est fabriquée la gélatine réside dans l'hydrolyse partielle contrôlée du collagène : un processus sophistiqué au cours duquel les tissus conjonctifs - tels que les peaux de bovins ou de porcins - subissent un prétraitement acide ou alcalin spécifique afin de déstabiliser leurs structures fibreuses. Cette étape critique est suivie d'une séquence d'extractions à l'eau chaude en plusieurs étapes, d'une purification par échange d'ions et d'un séchage sous vide, convertissant efficacement le collagène naturellement insoluble en une poudre de protéine soluble et de haute pureté qui constitue l'épine dorsale des softgels et des gommes fonctionnelles modernes”.”
L'approvisionnement en matières premières
Avant qu'une seule goutte d'eau ne soit chauffée, la qualité de la gélatine est déjà déterminée par sa source. La gélatine n'est pas synthétisée, elle est extraite. L'intégrité de la chaîne d'approvisionnement est donc primordiale. L'industrie s'appuie sur trois piliers principaux de matières premières collagéniques, chacun offrant des caractéristiques distinctes pour l'application finale :
- Peau de porc : Historiquement, c'est la source la plus courante pour les applications alimentaires. Elle subit généralement un traitement acide (type A) pour produire une gélatine d'une excellente clarté et d'une grande résistance à l'efflorescence.
- Peaux et os de bovins (bœuf) : Le choix préféré pour les capsules pharmaceutiques dures. Les os de bovins sont transformés en “osséine” (os déminéralisé) avant l'extraction. Cette source subit généralement un traitement alcalin (type B).
- Sources marines (peau et écailles de poisson) : Un segment en croissance rapide, stimulé par les tendances “clean label” et les préférences alimentaires spécifiques (pescatariens), connu pour son point de fusion plus bas et ses profils de viscosité uniques.
L'avis d'un expert : Traçabilité et sécurité
Pour un expert en ingrédients de compléments alimentaires, l'approvisionnement est synonyme de sécurité. L'industrie de la gélatine est soumise à des réglementations strictes qui rivalisent avec celles du secteur pharmaceutique.
- Adapté à la consommation humaine : Il s'agit d'une norme non négociable selon laquelle toutes les matières premières doivent provenir d'animaux ayant fait l'objet d'une inspection vétérinaire et ayant été autorisés à la consommation humaine.
- Le contrôle de l'ESB : en ce qui concerne les sources bovines, le contrôle de l'encéphalopathie spongiforme bovine (ESB) est essentiel. Les fabricants de gélatine de qualité supérieure s'approvisionnent strictement dans des pays classés par l'OIE (Organisation mondiale de la santé animale) comme présentant un “risque négligeable d'ESB”, ce qui garantit la sécurité absolue de la chaîne d'approvisionnement, de la ferme à la capsule.
Les gardiens de la certification : Kasher et Halal
Les décisions en matière d'approvisionnement sont rarement une simple question de chimie ; elles concernent souvent l'accès au marché. Les certifications culturelles et religieuses...Kasher et Halal-sont des facteurs décisifs dans la sélection des matières premières.
- Bien que la gélatine porcine soit fonctionnellement excellente, elle est exclue de ces énormes marchés mondiaux.
- Pour répondre à ces normes, les fabricants doivent utiliser des sources bovines ou marines traitées sous un contrôle religieux strict. Cela impose non seulement ce que la matière première est achetée, mais comment il est collecté et séparé dès l'abattoir.
Prétraitement : La séparation cruciale
Une fois que la matière première est arrivée, le processus de fabrication atteint un point critique. Le collagène est naturellement résistant : sa structure en triple hélice est maintenue par de solides liaisons transversales conçues pour soutenir les tissus animaux. Avant de pouvoir extraire la gélatine avec de l'eau chaude, nous devons d'abord “déverrouiller” ces liens.
Cette étape, appelée prétraitement ou conditionnement, La gélatine est une matière première qui détermine la composition génétique de la gélatine finale, la classant en deux familles distinctes : Type A ou Type B.

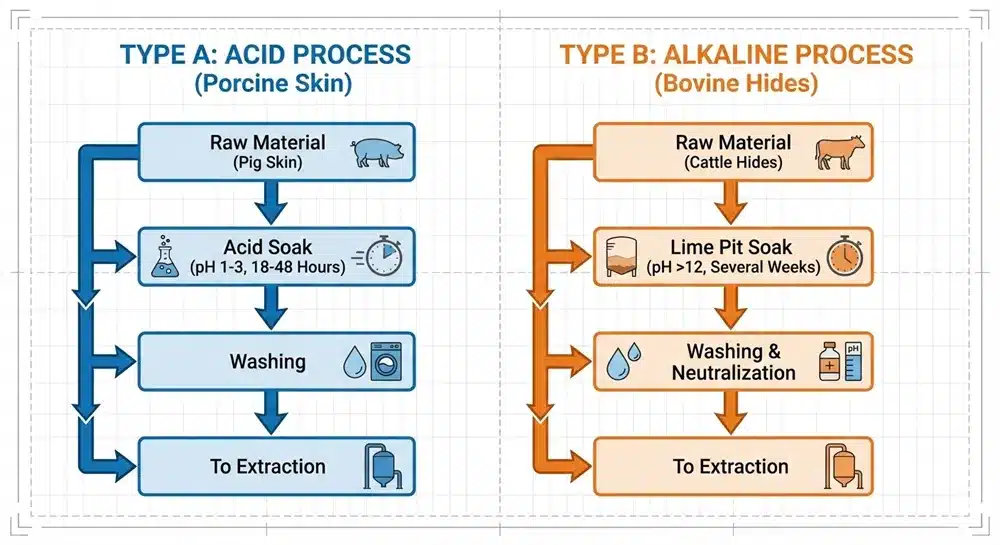
Gélatine de type A : le procédé acide
- La cible : Principalement utilisé pour Peau de porc.
- Le processus : La peau de porc contient du collagène moins réticulé et structurellement plus “jeune” que la peau de bovin. Elle nécessite donc un traitement plus doux et plus rapide. Les peaux sont trempées dans une solution acide diluée (généralement de l'acide sulfurique ou chlorhydrique).
- La “voie rapide” : Ce processus est agressif mais efficace. Il ouvre effectivement la structure du collagène en quelques heures ou quelques jours (typiquement, le 18 à 48 heures).
- Profil chimique : Le traitement à l'acide étant bref, il n'entraîne qu'une modification chimique minimale des chaînes latérales des protéines. Par conséquent, la gélatine de type A conserve une teneur élevée en acides gras oméga-3. Point isoélectrique (pI) de pH 7,0 - 9,0, Il est similaire au collagène natif. Il ne produit pratiquement pas d'ammoniaque pendant le traitement.
Gélatine de type B : le procédé alcalin/chaux
- La cible : Principalement utilisé pour Peaux et os de bovins (Ossein).
- Le processus : Le collagène bovin est hautement réticulé et complexe. L'acide ne suffit pas à pénétrer cette structure résistante. Au lieu de cela, le matériau est immergé dans une boue de chaux (hydroxyde de calcium) ou une solution alcaline.
- Le “grand nettoyage” : Il s'agit d'un processus lent et transformateur connu sous le nom de “chaulage”. Il nécessite de la patience et peut durer de de quelques semaines à quelques mois. Cette exposition prolongée permet non seulement de rompre les liens du collagène, mais aussi d'éliminer en profondeur les protéines, les graisses et les autres impuretés qui n'en font pas partie.
- Profil chimique : Le long traitement alcalin convertit les acides aminés glutamine et asparagine en acides glutamique et aspartique. Ce déplacement chimique (désamidation) modifie radicalement la charge électrique de la molécule, ce qui se traduit par un taux d'alcoolémie beaucoup plus faible. Point isoélectrique (pI) de pH 4,7 - 5,2.
Pourquoi cette distinction est-elle importante ?
Pour un formulateur de compléments alimentaires, savoir si l'on utilise le type A ou le type B n'est pas un simple détail, c'est de la chimie.
- Type A est souvent préféré pour sa clarté et sa rapidité dans les environnements acides.
- Type B est la norme pour les capsules pharmaceutiques dures en raison de sa stabilité robuste.
- Avertissement : Mélanger de la gélatine de type A et de type B dans une solution liquide sans ajuster le pH peut les faire interagir et précipiter (s'agglutiner) parce qu'elles ont des charges électriques opposées au pH neutre.
Extraction : L'approche en plusieurs étapes
La structure du collagène ayant été “ouverte” par le prétraitement, la matière est prête pour l'extraction. Cependant, contrairement à la logique de la cuisine qui consiste à faire du bouillon d'os, l'extraction industrielle de la gélatine n'est pas un simple processus d'ébullition en une seule fois. Il s'agit d'une méthode d'extraction précise et fractionnée, conçue pour récolter de la gélatine à des niveaux de qualité spécifiques.
Nous employons un processus d'extraction en plusieurs étapes en utilisant de l'eau chaude strictement contrôlée. Cela permet d'éviter la dégradation thermique et de s'assurer que le collagène est capturé à son meilleur niveau de performance.
L'échelle de température
L'extraction se fait en plusieurs étapes, généralement de 3 à 6 étapes, la température augmentant progressivement pour chaque nouveau lot d'eau.
- Le premier extrait (The Premium Cut) :
- Température : Contrôlé en douceur 50-60°C.
- Résultat : Cette étape permet d'obtenir la meilleure qualité de gélatine. Le stress thermique étant minime, les chaînes de protéines restent longues et intactes. Le résultat est un produit avec la meilleure qualité de gélatine. la plus grande résistance de Bloom (souvent plus de 250 Bloom), la couleur la plus claire et la plus grande clarté. C'est l'équivalent de l'huile d'olive extra vierge dans le monde de la gélatine.
- Extraits ultérieurs (le gradient) :
- Température : Pour chaque extraction suivante, la température de l'eau est augmentée (par exemple, à 70°C, puis à 80°C).
- Résultat : Lorsque la chaleur augmente, l'hydrolyse devient plus agressive. Les chaînes de protéines sont coupées en morceaux plus courts. Par conséquent, les La force de la floraison diminue et la couleur s'intensifie à chaque étape.
- L'extrait final :
- Température : Atteint presque le point d'ébullition (~100°C).
- Résultat : On obtient ainsi la gélatine Bloom la plus basse (faible viscosité), qui est souvent utilisée pour des applications spécifiques de confiserie ou des utilisations techniques où le pouvoir gélifiant est moins important.

Le point de vue d'un expert : L'art du mélange pour les capsules molles
On peut se poser la question : “Si le premier extrait est le meilleur, pourquoi ne pas l'utiliser pour tout ?”
La réponse se trouve dans Fonctionnalité. Dans le monde des capsules molles (Capsules de gélatine molle), le “meilleur” est défini par l'équilibre, et pas seulement par la force.
- Résistance mécanique et dissolution : L'enveloppe d'un softgel a besoin d'une gélatine à haute teneur en Bloom pour être suffisamment robuste pour retenir l'huile et résister au transport (résistance mécanique). Cependant, si le Bloom est aussi Si le médicament est trop élevé, l'enveloppe peut devenir trop dure ou cassante, ce qui retarde la libération du médicament dans l'estomac.
- La solution : Les fabricants utilisent rarement un seul extrait. Au lieu de cela, nous mélangeons des fractions à forte floraison (premier extrait) et des fractions à floraison moyenne. Ce mélange technique crée une enveloppe suffisamment résistante pour survivre à la chaîne d'approvisionnement, mais suffisamment soluble pour se dissoudre rapidement lors de l'ingestion.
Purification et raffinage : De l'extrait brut à la qualité pharmaceutique
Le liquide extrait des cuves d'extraction est de la gélatine, mais il est loin d'être le produit fini. À ce stade, il s'agit d'une solution diluée (concentration d'environ 3-4%) contenant des graisses, des protéines et des sels inorganiques en suspension. Pour transformer cette “soupe” en excipient de qualité pharmaceutique, elle doit franchir le seuil de traitement le plus rigoureux de toute l'usine.
Cette étape est la moment décisif qui distingue la gélatine pharmaceutique/alimentaire de haute qualité des qualités industrielles inférieures.
1. Filtration et clarification
Le liquide passe d'abord par des séparateurs à haute efficacité et des filtres à diatomées.
- L'objectif : Pour éliminer physiquement les solides en suspension et les graisses/huiles résiduelles.
- Le résultat : Le liquide trouble devient transparent. Pour les applications haut de gamme, la clarté n'est pas seulement esthétique, c'est un indicateur de pureté.
2. L'échange d'ions : Ce qui change la donne
Il s'agit sans doute de l'étape la plus critique pour la pureté chimique. Le liquide filtré traverse des colonnes de résine dans le cadre d'un processus appelé Déionisation.
- Suppression de “Ash” : Ce processus permet d'éliminer les sels inorganiques (calcium, sodium, magnésium) et les métaux lourds, ce que l'on appelle techniquement la réduction de la teneur en eau. “Contenu en cendres”.”
- Pourquoi c'est important : Pour fabricants de gélules molles, Il s'agit d'un point non négociable. Une teneur élevée en sel (conductivité élevée) peut interagir avec les plastifiants de l'enveloppe du softgel ou avec les ingrédients actifs à l'intérieur, ce qui entraîne une réticulation (durcissement de l'enveloppe) ou des problèmes de stabilité.
3. Concentration sous vide
Le liquide purifié est encore constitué en grande partie d'eau. Pour l'éliminer sans faire cuire la gélatine à mort, on utilise Evaporateurs à vide.
- La physique au travail : En créant un vide, nous abaissons le point d'ébullition de l'eau. Cela nous permet d'évaporer l'humidité à des températures relativement basses et d'épaissir le liquide d'une solution de 4% en un sirop ressemblant à du miel (concentration d'environ 30%) sans dégrader thermiquement les chaînes de protéines.
4. Stérilisation UHT
Avant le séchage, la sécurité est verrouillée. Le sirop concentré subit Stérilisation à ultra-haute température (UHT).
- Le traitement de choc : La gélatine est chauffée à environ 140°C pendant 4 à 5 secondes.
- L'avantage : Ce choc thermique tue instantanément les bactéries et les spores, mais il est trop bref pour endommager la force de gonflement de la gélatine. Il garantit que la poudre finale respecte des limites microbiennes strictes (par exemple, les normes USP/EP).
Formage et séchage : La transformation finale
Nous disposons désormais d'un sirop de gélatine purifié, stérile et concentré. Mais les clients n'achètent pas de sirop, ils achètent des poudres ou des granulés stables. La dernière étape du voyage se concentre sur la gestion de l'humidité et l'ingénierie des particules.
1. Refroidissement et extrusion : Les “nouilles”
Le sirop concentré chaud entre dans un échangeur de chaleur à surface raclée (souvent appelé Votateur). Il est alors rapidement refroidi pour se figer en un gel solide.
- La forme : Le gel est extrudé à travers une plaque d'extrusion, formant des bandes longues et continues qui ressemblent remarquablement à celles du nouilles spaghetti.
- Pourquoi des nouilles ? Ce n'est pas une question d'esthétique. La création de “nouilles” maximise la surface, ce qui permet un flux d'air efficace et uniforme pendant le processus de séchage.
2. Séchage par bandes : Le tunnel
Ces nouilles gélifiées sont déposées sur des bandes en treillis métallique en acier inoxydable qui traversent un énorme tunnel de séchage.
- Séchage par zones : Le tunnel est divisé en zones avec des contrôles précis de la température et de l'humidité. L'air passe à travers la maille et le lit de gélatine.
- L'objectif : Pour réduire en douceur le taux d'humidité d'environ 70% jusqu'à un niveau stable, il est nécessaire de procéder à une analyse de la teneur en eau. 10-12%. Si le séchage est trop rapide, la surface durcit tandis que l'intérieur reste humide (cémentation) ; si le séchage est trop lent, les risques microbiens augmentent. C'est un équilibre délicat.
3. Broyage et mélange : L'art de la cohérence
Une fois séchées, les nouilles sont cassantes et dures (appelées “flocons” ou “croquettes”). Elles sont ensuite broyées en granulations spécifiques (tailles de maille) en fonction des besoins du client : poudre fine pour les boissons instantanées ou granulés plus grossiers pour la fabrication de comprimés.
- L'étape cruciale : Le mélange
- Avis d'expert : La nature est variable. Il n'y a pas deux lots de peau ou d'os identiques, ce qui signifie qu'il n'y a pas deux lots d'extraction ayant les mêmes caractéristiques. exactement le même Bloom ou la même viscosité.
- La solution : Nous ne vendons pas de “lot A” ou de “lot B”. Nous créons un “Master Batch”. En mélangeant des tonnes de gélatine provenant de différentes extractions dans des silos massifs, nous homogénéisons le produit. Cela garantit que la gélatine que vous achetez aujourd'hui fonctionne exactement de la même manière que celle que vous avez achetée il y a six mois.
Comprendre les spécifications : Décoder le COA
Pour un responsable des achats ou un chercheur en R&D, le certificat d'analyse (COA) est le passeport du produit. Mais pour vraiment juger de la qualité, il faut aller au-delà des chiffres et comprendre la réalité physique qu'ils représentent. Voici comment lire les trois sections les plus importantes d'une fiche technique de gélatine.
1. La force de Bloom : L'étalon-or de la rigidité
Bloom n'est pas un simple chiffre arbitraire, c'est une mesure standardisée de la rigidité du gel.
- La méthode d'essai : La définition de Bloom est très spécifique. A 6.67% une solution de gélatine est préparée et réfrigérée à 10°C pendant 17 heures. Un piston standardisé (12,7 mm de diamètre) est ensuite enfoncé dans la surface du gel.
- La définition : La “valeur de floraison” est le poids en grammes nécessaire pour enfoncer exactement le piston. 4mm dans le gel.
- Floraison élevée (200-300g) : Prise plus rigide et plus rapide. Idéal pour les capsules dures et la gélatine balistique.
- Floraison faible/moyenne (100-200g) : Plus doux, plus élastique. Idéal pour les gommes et les confiseries.

2. Viscosité : Le facteur d'écoulement
Alors que Bloom mesure la solide la viscosité mesure l'état de la liquide comportement à l'état liquide à 60°C (généralement mesuré en mPa-s ou millipoise).
- Pourquoi c'est important : Il s'agit d'une mesure de l'efficacité de la production.
- Trop élevé : La gélatine devient “filandreuse” ou difficile à pomper, ce qui entraîne des problèmes de “queue” dans l'encapsulation des softgels ou un enrobage inégal.
- Trop bas : La coquille peut être trop fine ou avoir tendance à couler avant de prendre.
- Note d'expert : La viscosité et le Bloom sont généralement corrélés (Bloom élevé ≈ viscosité élevée), mais différentes techniques de traitement (acide ou alcali) peuvent les dissocier pour répondre aux besoins spécifiques des machines.
3. Normes microbiologiques : Le filet de sécurité
La gélatine étant une protéine d'origine animale, le contrôle microbiologique est une priorité absolue. Il ne suffit pas d'être “propre”, il faut être “conforme”.”
- Conformité à la pharmacopée : La gélatine de qualité supérieure doit répondre aux normes harmonisées de l'Union européenne. Pharmacopées USP (américaine), EP (européenne) et JP (japonaise).
- Les lignes rouges :
- Nombre total de microbes aérobies (TAMC) : Strictement limité (par exemple, < 1 000 UFC/g).
- Les agents pathogènes : La tolérance est nulle. Salmonelle et E. coli doit être strictement “négatif” (non détecté) dans des échantillons de taille spécifique (généralement 10 ou 25 g).
Conclusion
À la question “comment fabrique-t-on la gélatine ?”, la réponse révèle un parcours qui tient à la fois de la tradition ancestrale et de la biotechnologie moderne. De la sélection minutieuse des sources porcines ou bovines aux ciseaux moléculaires précis de l'hydrolyse acide ou alcaline, chaque étape est conçue pour produire un excipient sûr, fonctionnel et cohérent.
Le défi de l'alimentation végétale et la résistance de la gélatine
Nous vivons à une époque où le terme “végétal” est une tendance à la mode. Alors que des alternatives comme le HPMC (Hypromellose), l'amidon et le carraghénane ont trouvé leur place, la gélatine reste le roi incontesté du monde pharmaceutique et nutraceutique. Pourquoi ?
- Le facteur “fondre dans la bouche” : La gélatine fond à la température du corps (~37°C). Cette réversibilité thermique unique crée une expérience sensorielle et un profil de libération des médicaments que les gommes végétales ont du mal à imiter parfaitement.
- La barrière à l'oxygène : Pour les ingrédients sensibles comme les oméga-3 ou les probiotiques, la gélatine offre une protection supérieure contre l'oxydation, prolongeant ainsi naturellement la durée de conservation.
- L'économie : Il reste le film de formage à haute performance le plus rentable qui soit.
Dernière réflexion
La gélatine n'est pas un simple sous-produit, c'est un produit hautement sophistiqué. biopolymère naturel. À mesure que l'industrie évolue vers des étiquettes plus propres et une plus grande transparence, les fabricants qui maîtrisent l'équilibre délicat entre l'approvisionnement, la science et la sécurité - comme indiqué dans ce guide - continueront à définir la norme pour les produits de santé de qualité.


