Introdução
“A nível técnico, a resposta à questão de como é feita a gelatina reside na hidrólise parcial controlada do colagénio: um processo sofisticado em que os tecidos conjuntivos - como o couro de bovino ou a pele de suíno - são submetidos a um pré-tratamento ácido ou alcalino específico para desestabilizar as suas estruturas fibrosas. Este passo crítico é seguido por uma sequência de extracções de água quente em várias fases, purificação por permuta iónica e secagem a vácuo, convertendo eficazmente o colagénio naturalmente insolúvel no pó de proteína solúvel e de elevada pureza que forma a espinha dorsal dos modernos softgels e gomas funcionais.”
O aprovisionamento de matérias-primas
Antes de uma única gota de água ser aquecida, a qualidade da gelatina já é determinada pela sua origem. A gelatina não é sintetizada; ela é extraída. Por isso, a integridade da cadeia de fornecimento é fundamental. A indústria baseia-se em três pilares primários de matérias-primas colagénicas, cada uma oferecendo caraterísticas distintas para a aplicação final:
- Pele de suíno (porco): Historicamente, é a fonte mais comum para aplicações alimentares. Normalmente, é submetida a um processamento ácido (Tipo A) para produzir gelatina com uma excelente transparência e uma elevada força de expansão.
- Couros e ossos de bovinos (carne de bovino): A escolha preferida para cápsulas duras farmacêuticas. Os ossos de bovino são transformados em “osseína” (osso desmineralizado) antes da extração. Esta fonte é geralmente submetida a um tratamento alcalino (tipo B).
- Fontes marinhas (pele e escamas de peixe): Um segmento em rápido crescimento impulsionado por tendências de “rótulo limpo” e preferências dietéticas específicas (pescatarianos), conhecido por um ponto de fusão mais baixo e perfis de viscosidade únicos.
Perceção do especialista: Rastreabilidade e segurança
Para um especialista em ingredientes para suplementos, o fornecimento é sinónimo de segurança. A indústria da gelatina opera sob regulamentos rigorosos que rivalizam com o sector farmacêutico.
- Apto para consumo humano: É uma norma inegociável que todas as matérias-primas devem ser derivadas de animais que tenham sido inspeccionados por veterinários e aprovados para consumo humano.
- O controlo da BSE: especificamente para as fontes de origem bovina, o controlo da Encefalopatia Espongiforme Bovina (BSE) é fundamental. Os fabricantes de gelatina de qualidade superior abastecem-se estritamente em países classificados como tendo um “risco negligenciável de BSE” pela OIE (Organização Mundial de Saúde Animal), garantindo a segurança absoluta da cadeia de abastecimento desde a exploração agrícola até à cápsula.
Os guardiões da certificação: Kosher e Halal
As decisões de aprovisionamento raramente têm apenas a ver com a química; muitas vezes têm a ver com o acesso ao mercado. As certificações culturais e religiosasKosher e Halalsão factores decisivos na seleção das matérias-primas.
- Embora a gelatina de origem suína seja funcionalmente excelente, está excluída destes grandes mercados mundiais.
- Para cumprir estas normas, os fabricantes devem utilizar fontes bovinas ou marinhas processadas sob rigoroso controlo religioso. Isto implica não só o que a matéria-prima é comprada, mas como é recolhida e separada diretamente do matadouro.
Pré-tratamento: A divisão crucial
Quando a matéria-prima chega, o processo de fabrico chega a uma bifurcação crítica. O colagénio é naturalmente resistente - a sua estrutura de tripla hélice é mantida unida por fortes ligações cruzadas concebidas para suportar o tecido animal. Antes de podermos extrair a gelatina com água quente, temos primeiro de “desbloquear” estas ligações.
Esta fase, conhecida como pré-tratamento ou condicionamento, O método de produção de gelatina, que determina a composição genética da gelatina final, classifica-a em duas famílias distintas: Tipo A ou Tipo B.

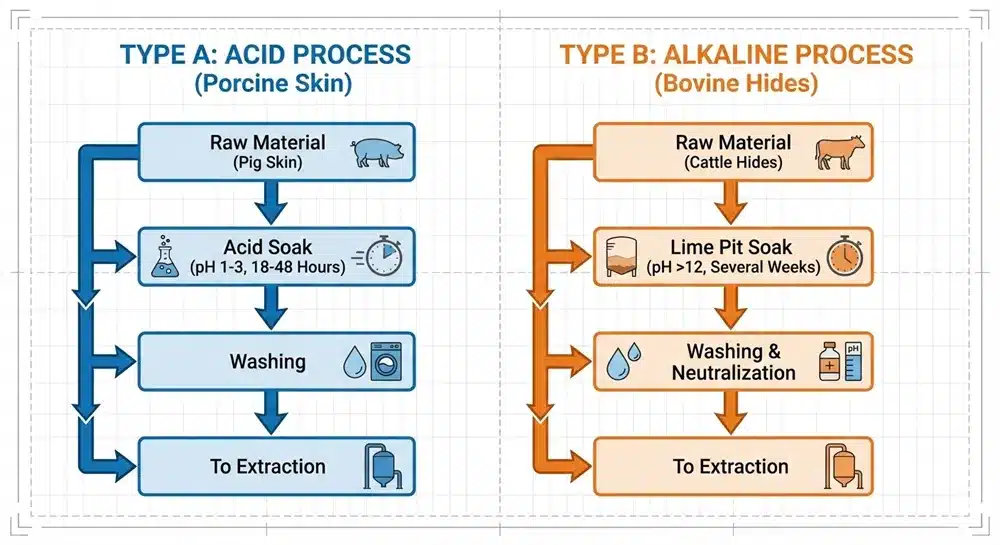
Gelatina tipo A: O processo ácido
- O alvo: Utilizado principalmente para Pele de suíno (pele de porco).
- O processo: A pele de porco contém colagénio que é menos reticulado e estruturalmente mais “jovem” do que a pele de bovino. Por conseguinte, requer um tratamento mais suave e mais rápido. As peles são mergulhadas numa solução ácida diluída (normalmente ácido sulfúrico ou clorídrico).
- A “via rápida”: Este processo é agressivo mas eficaz. Abre eficazmente a estrutura do colagénio numa questão de horas ou dias (normalmente 18 a 48 horas).
- Perfil químico: Como o tratamento ácido é breve, ele causa uma modificação química mínima nas cadeias laterais da proteína. Como resultado, a gelatina tipo A mantém um alto Ponto isoelétrico (pI) de pH 7,0 - 9,0, semelhante ao colagénio nativo. Quase não produz amoníaco durante o processamento.
Gelatina tipo B: O processo alcalino/cal
- O alvo: Utilizado principalmente para Couros e ossos de bovinos (Ossein).
- O processo: O colagénio bovino é altamente reticulado e complexo. O ácido não é suficiente para penetrar nesta estrutura resistente. Em vez disso, o material é submerso numa lama de cal (hidróxido de cálcio) ou numa solução alcalina.
- A “limpeza profunda”: Este é um processo lento e transformador conhecido como “calagem”. Requer paciência, durando entre várias semanas a alguns meses. Esta exposição prolongada não só quebra as ligações de colagénio, como também remove completamente as proteínas não colagénicas, as gorduras e outras impurezas.
- Perfil químico: O tratamento alcalino prolongado converte os aminoácidos glutamina e asparagina em ácidos glutâmico e aspártico. Esta mudança química (desamidação) altera drasticamente a carga eléctrica da molécula, resultando numa Ponto isoelétrico (pI) de pH 4,7 - 5,2.
Porque é que esta distinção é importante?
Para um formulador de suplementos, saber se está a utilizar o Tipo A ou o Tipo B não é apenas uma trivialidade - é química.
- Tipo A é frequentemente preferido pela sua clareza e rapidez em ambientes ácidos.
- Tipo B é o padrão para cápsulas duras farmacêuticas devido à sua estabilidade robusta.
- Aviso: Misturar gelatina do tipo A e do tipo B numa solução líquida sem ajustar o pH pode fazer com que interajam e precipitem (se aglomerem) porque têm cargas eléctricas opostas em pH neutro.
Extração: A abordagem em várias fases
Com a estrutura do colagénio agora “aberta” pelo pré-tratamento, o material está pronto para a extração. No entanto, contrariamente à lógica da cozinha de fazer caldo de osso, a extração industrial de gelatina não é um simples processo de ebulição “num só frasco”. Trata-se de um método de extração preciso e fraccionado, concebido para obter gelatina em níveis de qualidade específicos.
Empregamos um processo de extração em várias fases utilizando água quente rigorosamente controlada. Isto evita a degradação térmica e garante que capturamos o colagénio no seu desempenho máximo.
A Escada de Temperatura
A extração ocorre numa série de etapas, normalmente 3 a 6 etapas, com a temperatura a aumentar gradualmente para cada novo lote de água.
- O Primeiro Extrato (The Premium Cut):
- Temperatura: Controlado a um nível suave 50-60°C.
- Resultado: Esta fase produz gelatina da mais alta qualidade. Como o stress térmico é mínimo, as cadeias proteicas permanecem longas e intactas. O resultado é um produto com a maior resistência ao Bloom (frequentemente mais de 250 Bloom), a cor mais clara e a maior transparência. Este é o equivalente do “Azeite Virgem Extra” no mundo da gelatina.
- Extractos subsequentes (O Gradiente):
- Temperatura: Para cada extração subsequente, a temperatura da água é aumentada (por exemplo, para 70°C, depois 80°C).
- Resultado: À medida que o calor aumenta, a hidrólise torna-se mais agressiva. As cadeias proteicas são cortadas em comprimentos mais curtos. Consequentemente, a Diminuição da força de floração e a cor aprofunda-se em cada fase.
- O extrato final:
- Temperatura: Atinge um ponto de ebulição próximo (~100°C).
- Resultado: Isto produz a gelatina de menor Bloom (baixa viscosidade), que é frequentemente utilizada em aplicações específicas de confeitaria ou em utilizações técnicas em que o poder gelificante é menos crítico.

Perceção do especialista: A arte de misturar para cápsulas moles
Pode perguntar-se: “Se o primeiro extrato é o melhor, porque não o usamos para tudo?”
A resposta está em funcionalidade. No mundo dos softgels (Cápsulas de gelatina mole), o “melhor” é definido pelo equilíbrio e não apenas pela força.
- Resistência mecânica vs. dissolução: Uma cápsula de gelatina mole necessita de gelatina com alto teor de Bloom para ser suficientemente robusta para conter o óleo e suportar o transporte (resistência mecânica). No entanto, se o Bloom for também Se a casca for demasiado dura ou quebradiça, pode atrasar a libertação do medicamento no estômago.
- A solução: Os fabricantes raramente utilizam um único extrato. Em vez disso, misturamos fracções de floração elevada (Primeiro Extrato) e de floração média. Esta mistura de engenharia cria uma casca suficientemente resistente para sobreviver à cadeia de abastecimento, mas suficientemente solúvel para se dissolver rapidamente após a ingestão.
Purificação e refinamento: Do extrato bruto ao grau farmacêutico
O líquido retirado dos tanques de extração é a gelatina, mas está longe de ser o produto acabado. Nesta fase, é uma solução diluída (concentração de aproximadamente 3-4%) contendo gorduras, proteínas e sais inorgânicos em suspensão. Para transformar esta “sopa” num excipiente de qualidade farmacêutica, é necessário ultrapassar o limiar de processamento mais rigoroso de toda a fábrica.
Esta fase é a momento decisivo que distingue a gelatina farmacêutica/alimentar de alta qualidade das qualidades industriais inferiores.
1. Filtração e clarificação
Em primeiro lugar, o líquido passa por separadores de alta eficiência e filtros de terra de diatomáceas.
- O objetivo: Para remover fisicamente os sólidos em suspensão e as gorduras/óleos residuais.
- O resultado: O líquido turvo torna-se transparente. Para aplicações topo de gama, a transparência não é apenas estética; é um indicador de pureza.
2. Troca de iões: A mudança de jogo
Este é, sem dúvida, o passo mais crítico para a pureza química. O líquido filtrado flui através de colunas de resina num processo chamado Deionização.
- Remoção de “Ash”: Este processo elimina os sais inorgânicos (cálcio, sódio, magnésio) e os metais pesados, o que tecnicamente se designa por redução da “Conteúdo de cinzas”.”
- Porque é que é importante: Para fabricantes de cápsulas moles, Isto não é negociável. Um elevado teor de sal (elevada condutividade) pode interagir com os plastificantes da cápsula de gelatina mole ou com os ingredientes activos no seu interior, provocando ligações cruzadas (endurecimento da cápsula) ou problemas de estabilidade.
3. Concentração no vácuo
O líquido purificado ainda é maioritariamente água. Para a remover sem cozinhar a gelatina até à morte, usamos Evaporadores de vácuo.
- Física no trabalho: Ao criar um vácuo, baixamos o ponto de ebulição da água. Isto permite-nos evaporar a humidade a temperaturas relativamente baixas, engrossando o líquido de uma solução de 4% para um xarope tipo mel (concentração de aproximadamente 30%) sem degradar termicamente as cadeias proteicas.
4. Esterilização UHT
Antes da secagem, a segurança é garantida. O xarope concentrado passa por Esterilização a temperatura ultra-alta (UHT).
- O Tratamento de Choque: A gelatina é aquecida a cerca de 140°C durante apenas 4-5 segundos.
- O benefício: Este choque térmico mata instantaneamente as bactérias e os esporos, mas é demasiado breve para danificar a força de expansão da gelatina. Garante que o pó final cumpre os limites microbianos rigorosos (por exemplo, normas USP/EP).
Conformação e secagem: A transformação final
Agora temos um xarope de gelatina purificado, estéril e concentrado. Mas os clientes não compram xarope; eles compram pó ou grânulos estáveis. A última etapa da viagem centra-se na gestão da humidade e na engenharia de partículas.
1. Refrigeração e extrusão: O “Noodles” (macarrão)”
O xarope concentrado quente entra num permutador de calor de superfície raspada (frequentemente designado por Votação). Aqui, é rapidamente arrefecido para se fixar num estado de gel sólido.
- A forma: O gel é extrudido através de uma placa de molde, formando tiras longas e contínuas que se assemelham notavelmente a massa de esparguete.
- Porquê Noodles? Não se trata de uma questão de estética. A criação de “noodles” maximiza a área de superfície, permitindo um fluxo de ar eficiente e uniforme durante o processo de secagem.
2. Secagem em banda: O túnel
Estas massas de gel são colocadas em cintas de rede metálica de aço inoxidável que passam por um enorme túnel de secagem.
- Secagem por zonas: O túnel está dividido em zonas com controlos precisos de temperatura e humidade. O ar passa através de a rede e o leito de gelatina.
- O objetivo: Para reduzir suavemente o teor de humidade de cerca de 70% para um teor estável de 10-12%. Se a secagem for demasiado rápida, a superfície endurece enquanto o interior permanece húmido (endurecimento da caixa); se a secagem for demasiado lenta, os riscos microbianos aumentam. Trata-se de um equilíbrio delicado.
3. Moagem e mistura: A arte da consistência
Uma vez secas, as massas são quebradiças e duras (conhecidas como “flocos” ou “kibble”). Em seguida, são trituradas em granulações específicas (Tamanhos de Malha) com base nas necessidades do cliente - pó fino para bebidas instantâneas ou grânulos mais grosseiros para a confeção de comprimidos.
- A etapa crítica: Mistura
- Perspectiva do especialista: A natureza é variável. Não há dois lotes de pele ou osso idênticos, o que significa que não há dois lotes de extração que tenham exatamente o mesmo Bloom ou Viscosidade.
- A solução: Não vendemos o “Lote A” ou o “Lote B”. Nós criamos um “Master Batch”. Ao misturar toneladas de gelatina de diferentes extracções em silos maciços, homogeneizamos o produto. Isto garante que a gelatina que compra hoje tem exatamente o mesmo desempenho que a gelatina que comprou há seis meses atrás.
Compreender as especificações: Descodificar o COA
Para um gestor de compras ou um cientista de I&D, o Certificado de Análise (COA) é o passaporte do produto. Mas para realmente julgar a qualidade, é preciso olhar além dos números e entender a realidade física que eles representam. Aqui está como ler as três secções mais críticas de uma folha de especificações de gelatina.
1. Força de Bloom: O padrão de ouro da rigidez
O Bloom não é apenas um número arbitrário; é uma medida normalizada da rigidez do gel.
- O método de ensaio: A definição de Bloom é muito específica. A 6.67% a solução de gelatina é preparada e arrefecida a 10°C durante 17 horas. Um êmbolo normalizado (12,7 mm de diâmetro) é então pressionado na superfície do gel.
- A definição: O “Bloom Value” é o peso, em gramas, necessário para pressionar exatamente esse êmbolo 4mm no gel.
- Floração elevada (200-300g): Mais rígida e mais rápida. Ideal para cápsulas duras e gelatina balística.
- Floração baixa/média (100-200g): Mais suave, mais elástica. Ideal para gomas e produtos de confeitaria.

2. Viscosidade: O fator de fluxo
Enquanto Bloom mede o sólido a viscosidade mede a líquido a 60°C (normalmente medido em mPa-s ou milipoise).
- Porque é que é importante: Trata-se de uma métrica de eficiência da produção.
- Demasiado alto: A gelatina torna-se “fibrosa” ou difícil de bombear, levando a problemas de “cauda” no encapsulamento de cápsulas moles ou revestimento irregular.
- Demasiado baixo: A casca pode ser demasiado fina ou ter tendência para vazar antes de endurecer.
- Nota do especialista: A viscosidade e o Bloom estão normalmente correlacionados (Bloom elevado ≈ Viscosidade elevada), mas diferentes técnicas de processamento (ácido vs. alcalino) podem dissociá-los para se adequarem às necessidades específicas das máquinas.
3. Normas microbiológicas: A rede de segurança
Uma vez que a gelatina é uma proteína de origem animal, o controlo microbiológico é a maior prioridade. Não basta estar “limpo”, é preciso estar “em conformidade”.”
- Conformidade com a farmacopeia: A gelatina de qualidade superior deve cumprir as normas harmonizadas da Farmacopeias USP (Estados Unidos), EP (Europeia) e JP (Japonesa).
- As linhas vermelhas:
- Contagem microbiana aeróbia total (TAMC): Estritamente limitado (por exemplo, < 1000 CFU/g).
- Agentes patogénicos: A tolerância é zero. Salmonela e E. coli devem ser estritamente “Negativos” (Não Detectados) em tamanhos de amostra específicos (normalmente 10g ou 25g).
Conclusão
Quando perguntamos “como é que a gelatina é feita”, a resposta revela uma viagem que é, em partes iguais, tradição antiga e biotecnologia moderna. Desde a seleção cuidadosa de fontes suínas ou bovinas até à tesoura molecular precisa da hidrólise ácida ou alcalina, cada passo é concebido para produzir um excipiente seguro, funcional e consistente.
O desafio “à base de plantas” e a resiliência da gelatina
Vivemos numa era em que o termo “à base de plantas” é uma tendência em voga. Embora alternativas como a HPMC (Hipromelose), o amido e a carragenina tenham conquistado o seu nicho, a gelatina continua a ser o rei indiscutível do mundo farmacêutico e nutracêutico. Porquê?
- O fator “derreter na boca”: A gelatina derrete à temperatura corporal (~37°C). Esta reversibilidade térmica única cria uma experiência sensorial e um perfil de libertação do fármaco que as gomas vegetais têm dificuldade em imitar na perfeição.
- A barreira do oxigénio: Para ingredientes sensíveis como os ómega 3 ou os probióticos, a gelatina oferece uma proteção superior contra a oxidação, prolongando naturalmente o prazo de validade.
- A economia: Continua a ser o formador de película de alto desempenho mais económico disponível.
Pensamento final
A gelatina não é apenas um subproduto; é um produto altamente sofisticado biopolímero natural. À medida que a indústria evolui para rótulos mais limpos e maior transparência, os fabricantes que dominam o delicado equilíbrio entre o aprovisionamento, a ciência e a segurança - tal como detalhado neste guia - continuarão a definir o padrão para produtos de saúde de qualidade.


